I wrote about yield rate before,
but naturally some defective products slip past the manufacturer's quality checks.
Today I'll write about the nipples, spokes, and rims that I've rejected
from my end.

Ugh! I rejected nipples!



↑As you can see, these are before machining.
No holes drilled yet.
The indented side appears to serve as a guide during hole drilling.



↑These show more machining progress than before, but still no holes drilled.
Looking at these, you can infer the basic manufacturing process.
The fact that gold or black anodizing is present
means the machining defect wasn't caught before it moved to the next stage—
anodizing should be one of the final steps.
The anodize on nipples covers the holes and threads as well.


↑The fact that burrs form like this suggests it's a press operation.

↑The three on the right side of the image have no anodizing.
I placed the burr-bearing ones next to them for comparison,
and they've lost their silver shine and turned gray.


↑These are also anodizing failures, but for some reason they're crushed.
You'd find if you tried it yourself—even if you squeeze the nipple's
grip area hard with pliers, you can't crush the square part.
You'd need a vise to achieve this kind of damage.

↑Another anodizing failure.
The second one from the left is hard to see, but it's black only at the tip.
I suspect this is a "failed black nipple,"
but strangely they turn up mostly in silver nipple bags.

↑This green nipple is strange:
it's supposed to be for 14-gauge spokes, but 14-gauge spokes won't fit.
It's not that 15-gauge nipples got mixed in. Mystery.
I suspected a spoke defect and tried swapping spokes, but still no luck.
It doesn't seem to be excessive anodize buildup either.
About ten came from one 100-piece box of green nipples,
so the defect appears to be lot-specific.
I've never seen the same issue with other colored nipples.
Ugh! I rejected spokes!

↑This is a CX-RAY (Sapim spoke). What's wrong is...

A machining defect. The flattened section is wavy.
I noticed it because it caught on the slotless flange hole.
If you look closely at the previous image, you can see the waviness there too.

↑Are they kidding.
This is also a CX-RAY. Naturally it won't fit in the flange hole.
I previously wrote something like "maybe they're made by hammering in a mold."
That would involve impact loading, or static loading if it's pressing,
but a customer knowledgeable about metalworking told me
it's more likely rolling forming.
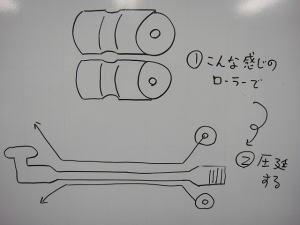
Moreover, the rollers probably don't have just a flat shape—
the contact surface with the spoke is likely a special profile.

Aligning the spoke head ends of CX-RAY spokes

and keeping them perfectly aligned while viewing the thread end...

...actually shows quite a bit of length variation.
The variation is within what the nipple threads can absorb, so there's no problem,
but I've empirically known that spokes cut with a spoke cutter
have less length variation, which is why
test builds have less runout (especially radial) than with rolled spokes.
For example, twenty nominally 276mm spokes would be less accurate length-wise
than cutting 276mm from a 278mm blank.
Thinking the rolling tolerance might be larger, I photographed five spokes
at 300mm, but the same variation appears at shorter lengths too.
I have some thoughts about the "probably rolling" theory.
For DT and Sapim, the specific gravity of their lightweight aero spokes that pass through round holes
is roughly the same as their respective 2.0–1.5–2.0mm round butted spokes.
But numerically, the aero versions are slightly lighter.
I suspected they were manipulating catalog specs to push aero spokes...
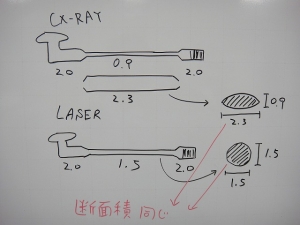
For LASER and CX-RAY, the manufacturer's stated weight is
LASER at 64 spokes / 260mm / 273g and
CX-RAY at 64 spokes / 260mm / 272g.
A 1g difference, which counts as essentially the same specific gravity.
The 2.0mm end sections on both spokes are similar length, so
the butted section cross-sections should be roughly identical.
This is speculation, but I think LASER is made using a drawing process
for the round butted section.
CX-RAY is probably not LASER itself, but maybe
a semi-finished product in LASER form that's been further roll-formed.
Therefore
LASER (semi-finished) 64 spokes / 260mm / 273g →
CX-RAY 64 spokes / rolled to 261mm / 273g
LASER (semi-finished) 64 spokes / 259mm / 272g →
CX-RAY 64 spokes / rolled to 260mm / 272g
So when comparing at the same length (both 260mm),
the 1g difference could emerge—that's my thinking.
Even if rolling extends them by about 1mm, for the catalog length of 260mm,
there might be different extension amounts at much shorter lengths like 210mm versus much longer like 300mm,
but 260mm is roughly the midpoint between the shortest and longest spokes commonly used,
and as I noted, even at the same length there's variation.
I find confirmation of the "probably rolling" theory
in this 1g difference between LASER and CX-RAY.

↑This is a CX (Sapim CX spoke).
There's no way you'd spot the problem from this image.



↑The spoke is offset where it exits the head.
If I actually built it and tension landed on the thin side,
the neck would snap right off.
I don't inspect every single spoke head carefully,
so I might have used spokes with similar offset in the past...

When I use a spoke cutter to first cut a spoke to a desired length,
I place the spoke neck here.

That's when I felt a strong sense of wrongness, so I rejected it.
For the spokes I'm going to cut, I watch carefully,
if lightly, so going forward I'll reject offsets of this magnitude.
Yahoo!!
One reason I often use Kinlin aluminum rims
is that badly stepped seams are extremely rare.
I think Mavic Open Pro is the best for this.
The worst are Alex rims.
Shimano wheel rims used to have seams so stepped
your nail would catch (like WH-R550), but it's much improved lately.
In fact, some models now have seams that are visually imperceptible.
Kinnlin rims show visible seams, but
anything too egregious gets rejected (→here).

A separate issue—something I recently rejected.
I rejected an XR200.
Before I write what was wrong...

↑This is an XR300,
and Kinnlin aluminum WO rims have small holes on either side of the seam.
This one happens to have its seam roughly between nipple holes,
but often they're offset
(within the phase range opposite the valve hole).

This is my Nomulab wheel No. 1 3-3-7,
and I wanted 64H, double the 32H rim's hole count,

but can't place a nipple at the valve hole, so it's 63H.

I painted the spoke directly opposite the valve hole red.
The rim seam is hard to see, so I painted it white then wiped it off.
Getting 63H was possible because the seam was offset.

Now, the problematic XR200—
the holes supposed to be on either side of the seam are offset.
That's not inherently a problem, but
the seam isn't between those small holes.
It's somehow directly over a nipple hole.


That's no good. Fatal.
I admire the high manufacturing precision, but
obviously this can't be built into a wheel.
I've discarded a lot of parts,
and those are all the rejected components currently in my shop.
but naturally some defective products slip past the manufacturer's quality checks.
Today I'll write about the nipples, spokes, and rims that I've rejected
from my end.

Ugh! I rejected nipples!



↑As you can see, these are before machining.
No holes drilled yet.
The indented side appears to serve as a guide during hole drilling.



↑These show more machining progress than before, but still no holes drilled.
Looking at these, you can infer the basic manufacturing process.
The fact that gold or black anodizing is present
means the machining defect wasn't caught before it moved to the next stage—
anodizing should be one of the final steps.
The anodize on nipples covers the holes and threads as well.


↑The fact that burrs form like this suggests it's a press operation.

↑The three on the right side of the image have no anodizing.
I placed the burr-bearing ones next to them for comparison,
and they've lost their silver shine and turned gray.


↑These are also anodizing failures, but for some reason they're crushed.
You'd find if you tried it yourself—even if you squeeze the nipple's
grip area hard with pliers, you can't crush the square part.
You'd need a vise to achieve this kind of damage.

↑Another anodizing failure.
The second one from the left is hard to see, but it's black only at the tip.
I suspect this is a "failed black nipple,"
but strangely they turn up mostly in silver nipple bags.

↑This green nipple is strange:
it's supposed to be for 14-gauge spokes, but 14-gauge spokes won't fit.
It's not that 15-gauge nipples got mixed in. Mystery.
I suspected a spoke defect and tried swapping spokes, but still no luck.
It doesn't seem to be excessive anodize buildup either.
About ten came from one 100-piece box of green nipples,
so the defect appears to be lot-specific.
I've never seen the same issue with other colored nipples.

Ugh! I rejected spokes!

↑This is a CX-RAY (Sapim spoke). What's wrong is...

A machining defect. The flattened section is wavy.
I noticed it because it caught on the slotless flange hole.
If you look closely at the previous image, you can see the waviness there too.


↑Are they kidding.
This is also a CX-RAY. Naturally it won't fit in the flange hole.
I previously wrote something like "maybe they're made by hammering in a mold."
That would involve impact loading, or static loading if it's pressing,
but a customer knowledgeable about metalworking told me
it's more likely rolling forming.

Moreover, the rollers probably don't have just a flat shape—
the contact surface with the spoke is likely a special profile.

Aligning the spoke head ends of CX-RAY spokes

and keeping them perfectly aligned while viewing the thread end...

...actually shows quite a bit of length variation.
The variation is within what the nipple threads can absorb, so there's no problem,
but I've empirically known that spokes cut with a spoke cutter
have less length variation, which is why
test builds have less runout (especially radial) than with rolled spokes.
For example, twenty nominally 276mm spokes would be less accurate length-wise
than cutting 276mm from a 278mm blank.
Thinking the rolling tolerance might be larger, I photographed five spokes
at 300mm, but the same variation appears at shorter lengths too.

I have some thoughts about the "probably rolling" theory.
For DT and Sapim, the specific gravity of their lightweight aero spokes that pass through round holes
is roughly the same as their respective 2.0–1.5–2.0mm round butted spokes.
But numerically, the aero versions are slightly lighter.
I suspected they were manipulating catalog specs to push aero spokes...
For LASER and CX-RAY, the manufacturer's stated weight is
LASER at 64 spokes / 260mm / 273g and
CX-RAY at 64 spokes / 260mm / 272g.
A 1g difference, which counts as essentially the same specific gravity.
The 2.0mm end sections on both spokes are similar length, so
the butted section cross-sections should be roughly identical.
This is speculation, but I think LASER is made using a drawing process
for the round butted section.
CX-RAY is probably not LASER itself, but maybe
a semi-finished product in LASER form that's been further roll-formed.
Therefore
LASER (semi-finished) 64 spokes / 260mm / 273g →
CX-RAY 64 spokes / rolled to 261mm / 273g
LASER (semi-finished) 64 spokes / 259mm / 272g →
CX-RAY 64 spokes / rolled to 260mm / 272g
So when comparing at the same length (both 260mm),
the 1g difference could emerge—that's my thinking.
Even if rolling extends them by about 1mm, for the catalog length of 260mm,
there might be different extension amounts at much shorter lengths like 210mm versus much longer like 300mm,
but 260mm is roughly the midpoint between the shortest and longest spokes commonly used,
and as I noted, even at the same length there's variation.
I find confirmation of the "probably rolling" theory
in this 1g difference between LASER and CX-RAY.

↑This is a CX (Sapim CX spoke).
There's no way you'd spot the problem from this image.



↑The spoke is offset where it exits the head.
If I actually built it and tension landed on the thin side,
the neck would snap right off.
I don't inspect every single spoke head carefully,
so I might have used spokes with similar offset in the past...

When I use a spoke cutter to first cut a spoke to a desired length,
I place the spoke neck here.

That's when I felt a strong sense of wrongness, so I rejected it.
For the spokes I'm going to cut, I watch carefully,
if lightly, so going forward I'll reject offsets of this magnitude.

Yahoo!!
One reason I often use Kinlin aluminum rims
is that badly stepped seams are extremely rare.
I think Mavic Open Pro is the best for this.
The worst are Alex rims.
Shimano wheel rims used to have seams so stepped
your nail would catch (like WH-R550), but it's much improved lately.
In fact, some models now have seams that are visually imperceptible.
Kinnlin rims show visible seams, but
anything too egregious gets rejected (→here).

A separate issue—something I recently rejected.
I rejected an XR200.
Before I write what was wrong...

↑This is an XR300,
and Kinnlin aluminum WO rims have small holes on either side of the seam.
This one happens to have its seam roughly between nipple holes,
but often they're offset
(within the phase range opposite the valve hole).

This is my Nomulab wheel No. 1 3-3-7,
and I wanted 64H, double the 32H rim's hole count,

but can't place a nipple at the valve hole, so it's 63H.

I painted the spoke directly opposite the valve hole red.
The rim seam is hard to see, so I painted it white then wiped it off.
Getting 63H was possible because the seam was offset.

Now, the problematic XR200—
the holes supposed to be on either side of the seam are offset.
That's not inherently a problem, but
the seam isn't between those small holes.
It's somehow directly over a nipple hole.


That's no good. Fatal.
I admire the high manufacturing precision, but
obviously this can't be built into a wheel.
I've discarded a lot of parts,
and those are all the rejected components currently in my shop.