前陣子我寫過關於「歩留」的話題,
當然也會有漏過製造商品質檢查的不良品。
今天我想寫寫在我這邊被淘汰掉的
乳頭、輻條和輪圈相關的零件。

哇!乳頭被我淘汰掉了!



↑如圖所示還沒加工過。
孔也還沒打。
凹陷的那一側應該是鑽孔時的定位導柱。



↑加工進行得有一點了,但還是沒打孔。
看看這些零件,大概可以推測出加工的工序。
之所以能看到金色或黑色的陽極處理,
是因為加工不良沒有被發現就流到下一道工序了,
而陽極處理應該是靠近最後的工序。
因為乳頭的陽極處理顏色會附著在孔洞和螺牙上。


↑會出現這樣的毛邊,應該是模壓加工吧?

↑右邊的3個沒有陽極處理。
我把剛才有毛邊的拿來對比,
銀色光澤消失了,變成鼠灰色。


↑這個也是陽極處理不良,但不知道為什麼變形了。
你自己試過就知道,
即使用鉗子夾著乳頭的抓握面再使勁擠,
也沒辦法壓扁方形部分。
要用虎鉗夾才會變成這樣。

↑這個也是陽極處理不良。
圖的左邊數第2個,雖然不太明顯,但前端變黑了。
我認為這是「黑色乳頭加工失敗」,
但這種東西竟然經常出現在銀色乳頭的包裝裡。

↑這個綠色乳頭
明明是14號輻條用的,卻怎麼都穿不進14號輻條。
不是15號乳頭混進來了,這真是個謎。
我懷疑是輻條側有問題,換了輻條試試,還是穿不進。
陽極處理覆膜也不算特別厚。
不知道為什麼,某一個100個裝的盒子裡的綠色乳頭
大約10個集中出現了這個問題,
所以看起來是按批次出現不良。
其他顏色的乳頭完全沒有出現過同樣的問題。
哇!輻條被我淘汰掉了!

↑這是CX-RAY。問題在哪裡呢?

加工不良。扁平部分波浪狀。
因為感覺它會卡在無切槽法蘭孔中,所以才發現的。
仔細看前一張圖片也可以看出波浪狀。

↑你在開玩笑嗎。
這也是CX-RAY。當然穿不過法蘭孔。
以前我寫過關於CX-RAY加工的事,
「也許是用模具敲打製作的」之類的想法。
如果是那樣的話,那是衝擊加工,
即使是模壓加工也是靜加工,
但一位很懂金屬加工的客人告訴我
很可能是軋延加工。
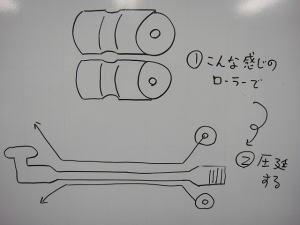
而且他說軋輥不只是單純的平面形狀,
與輻條接觸的部分應該是特殊的形狀。

把CX-RAY的輻條頭端對齐

保持緊密對齐看螺牙端的話……

其實長度波差很大。
這個波差在乳頭的螺牙範圍內可以吸收,所以沒問題,
不過從經驗上我知道
相比之下,用輵條切割機加工過的輵條
長度波差會更少,
在初步組裝時的擺動(特別是縱向擺動)也會更少。
比如說,公稱276mm的20根輵條
和從278mm切割下來的276mm輵條
後者的長度精度會更高。
我想著軋延的公差可能會很大,所以拍了5根300mm的輵條,
但在其他更短的長度上也看到了同樣的波差。
關於「八成是軋延加工」的假設,我有點想法。
DT和Sapim的圓孔通過的輕量空力輵條的密度
分別都和各自的2.0-1.5-2.0mm圓形變粗輵條差不多。
但在數值上,空力輵條都略輕一些。
我曾經懷疑是廠商想推銷空力輵條
而操縱目錄值……
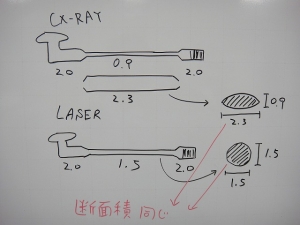
LASER和CX-RAY,廠商公稱的重量是
LASER 64根/260mm/273g
CX-RAY 64根/260mm/272g。
差1g,基本上可以看作密度接近。
輵條兩端2.0mm部分的長度也差不多,
所以上面圖表中變粗部分的截面積應該也基本相同。
這是推測,但我認為
LASER是用拉伸加工
來加工圓形變粗的部分。
CX-RAY雖然不是LASER本身,
但很可能是對LASER狀的半成品進一步軋延。
所以
LASER(狀半成品) 64根/260mm/273g→
CX-RAY 64根/軋延後261mm/273g
LASER(狀半成品) 64根/259mm/272g→
CX-RAY 64根/軋延後260mm/272g
因此
在相同長度(260mm對260mm)的比較關係上
就會出現1g的差異,我是這樣想的。
即使軋延會增加約1mm的長度,
採用目錄值的260mm和更短的210mm或更長的300mm
軋延增長的長度應該會有差異,
但260mm大約是常用輵條最短和最長的中間值左右,
即使是相同長度也會有波差,如前所述。
正是這個LASER和CX-RAY的1g差異,
讓我感受到「八成是軋延加工」假設的正確性。

↑這是CX。
從這張圖完全看不出問題在哪裡。



↑從輵條頭伸出來的輵條位置偏斜了。
實際組裝的時候如果張力作用在較薄的一側,
馬上就會有輵條斷裂的危險。
雖然我不是逐根檢查所有輵條頭,
所以過去可能也用過程度相近的輵條……

用輵條切割機切割到任意長度的時候,
要在這個地方夾住輵條頸部。

那時我感覺到了強烈的違和感,所以把它淘汰了。
對於要切割的輵條,我會帶著一點懷疑去檢查,
所以從今以後,這種程度的偏斜應該都會被淘汰掉。
太爽了!!
我經常用的金輪鋁合金輪圈
接合處高度差不大的產品極少,這也是我選擇它的原因之一。
在這方面最優秀的輪圈應該是Mavic的Open Pro。
最差的是Alex輪圈的輪圈。
過去Shimano輪組的輪圈
接合處會有指甲卡住的程度的高度差(比如WH-R550等),
不過最近這種情況減少了。
更確切地說加工方法已經完全改變了,
有些型號接合處在外觀上都看不見了。
金輪的輪圈接合處肉眼可見,
不過特別糟糕的我也會淘汰掉(→這裡)。

另外最近淘汰的是別的問題。
淘汰了XR200。
在說明什麼地方不好之前……

↑這是XR300,
金輪的鋁合金WO輪圈在接合處的左右有兩個小孔。
這個正好在乳頭孔中間附近有接合處,
不過偏差的情況也很多。
(在充氣閥孔的對岸相位範圍內就是了)

這是我自己的のむラボ輪組1號3·3·7,
本來想要32H輪圈孔數加倍的64H

但充氣閥孔的位置沒辦法安裝乳頭,所以變成了63H。

充氣閥孔正對岸的輵條我塗成紅色。
輪圈接合處不太明顯,所以我塗了白色漆之後再擦掉。
能做成63H正是因為接合處偏斜了。

那個問題的XR200呢
接合處左右本應有的兩個小孔偏斜了。
這本身沒問題,
但接合處不在那兩個小孔之間。
偏偏就在乳頭孔的正上方。


這不行。會出事。
加工精度的高超令人欽佩,
但當然沒辦法作為輪組來組裝。
當然也會有漏過製造商品質檢查的不良品。
今天我想寫寫在我這邊被淘汰掉的
乳頭、輻條和輪圈相關的零件。

哇!乳頭被我淘汰掉了!



↑如圖所示還沒加工過。
孔也還沒打。
凹陷的那一側應該是鑽孔時的定位導柱。



↑加工進行得有一點了,但還是沒打孔。
看看這些零件,大概可以推測出加工的工序。
之所以能看到金色或黑色的陽極處理,
是因為加工不良沒有被發現就流到下一道工序了,
而陽極處理應該是靠近最後的工序。
因為乳頭的陽極處理顏色會附著在孔洞和螺牙上。


↑會出現這樣的毛邊,應該是模壓加工吧?

↑右邊的3個沒有陽極處理。
我把剛才有毛邊的拿來對比,
銀色光澤消失了,變成鼠灰色。


↑這個也是陽極處理不良,但不知道為什麼變形了。
你自己試過就知道,
即使用鉗子夾著乳頭的抓握面再使勁擠,
也沒辦法壓扁方形部分。
要用虎鉗夾才會變成這樣。

↑這個也是陽極處理不良。
圖的左邊數第2個,雖然不太明顯,但前端變黑了。
我認為這是「黑色乳頭加工失敗」,
但這種東西竟然經常出現在銀色乳頭的包裝裡。

↑這個綠色乳頭
明明是14號輻條用的,卻怎麼都穿不進14號輻條。
不是15號乳頭混進來了,這真是個謎。
我懷疑是輻條側有問題,換了輻條試試,還是穿不進。
陽極處理覆膜也不算特別厚。
不知道為什麼,某一個100個裝的盒子裡的綠色乳頭
大約10個集中出現了這個問題,
所以看起來是按批次出現不良。
其他顏色的乳頭完全沒有出現過同樣的問題。

哇!輻條被我淘汰掉了!

↑這是CX-RAY。問題在哪裡呢?

加工不良。扁平部分波浪狀。
因為感覺它會卡在無切槽法蘭孔中,所以才發現的。
仔細看前一張圖片也可以看出波浪狀。


↑你在開玩笑嗎。
這也是CX-RAY。當然穿不過法蘭孔。
以前我寫過關於CX-RAY加工的事,
「也許是用模具敲打製作的」之類的想法。
如果是那樣的話,那是衝擊加工,
即使是模壓加工也是靜加工,
但一位很懂金屬加工的客人告訴我
很可能是軋延加工。

而且他說軋輥不只是單純的平面形狀,
與輻條接觸的部分應該是特殊的形狀。

把CX-RAY的輻條頭端對齐

保持緊密對齐看螺牙端的話……

其實長度波差很大。
這個波差在乳頭的螺牙範圍內可以吸收,所以沒問題,
不過從經驗上我知道
相比之下,用輵條切割機加工過的輵條
長度波差會更少,
在初步組裝時的擺動(特別是縱向擺動)也會更少。
比如說,公稱276mm的20根輵條
和從278mm切割下來的276mm輵條
後者的長度精度會更高。
我想著軋延的公差可能會很大,所以拍了5根300mm的輵條,
但在其他更短的長度上也看到了同樣的波差。

關於「八成是軋延加工」的假設,我有點想法。
DT和Sapim的圓孔通過的輕量空力輵條的密度
分別都和各自的2.0-1.5-2.0mm圓形變粗輵條差不多。
但在數值上,空力輵條都略輕一些。
我曾經懷疑是廠商想推銷空力輵條
而操縱目錄值……
LASER和CX-RAY,廠商公稱的重量是
LASER 64根/260mm/273g
CX-RAY 64根/260mm/272g。
差1g,基本上可以看作密度接近。
輵條兩端2.0mm部分的長度也差不多,
所以上面圖表中變粗部分的截面積應該也基本相同。
這是推測,但我認為
LASER是用拉伸加工
來加工圓形變粗的部分。
CX-RAY雖然不是LASER本身,
但很可能是對LASER狀的半成品進一步軋延。
所以
LASER(狀半成品) 64根/260mm/273g→
CX-RAY 64根/軋延後261mm/273g
LASER(狀半成品) 64根/259mm/272g→
CX-RAY 64根/軋延後260mm/272g
因此
在相同長度(260mm對260mm)的比較關係上
就會出現1g的差異,我是這樣想的。
即使軋延會增加約1mm的長度,
採用目錄值的260mm和更短的210mm或更長的300mm
軋延增長的長度應該會有差異,
但260mm大約是常用輵條最短和最長的中間值左右,
即使是相同長度也會有波差,如前所述。
正是這個LASER和CX-RAY的1g差異,
讓我感受到「八成是軋延加工」假設的正確性。

↑這是CX。
從這張圖完全看不出問題在哪裡。



↑從輵條頭伸出來的輵條位置偏斜了。
實際組裝的時候如果張力作用在較薄的一側,
馬上就會有輵條斷裂的危險。
雖然我不是逐根檢查所有輵條頭,
所以過去可能也用過程度相近的輵條……

用輵條切割機切割到任意長度的時候,
要在這個地方夾住輵條頸部。

那時我感覺到了強烈的違和感,所以把它淘汰了。
對於要切割的輵條,我會帶著一點懷疑去檢查,
所以從今以後,這種程度的偏斜應該都會被淘汰掉。

太爽了!!
我經常用的金輪鋁合金輪圈
接合處高度差不大的產品極少,這也是我選擇它的原因之一。
在這方面最優秀的輪圈應該是Mavic的Open Pro。
最差的是Alex輪圈的輪圈。
過去Shimano輪組的輪圈
接合處會有指甲卡住的程度的高度差(比如WH-R550等),
不過最近這種情況減少了。
更確切地說加工方法已經完全改變了,
有些型號接合處在外觀上都看不見了。
金輪的輪圈接合處肉眼可見,
不過特別糟糕的我也會淘汰掉(→這裡)。

另外最近淘汰的是別的問題。
淘汰了XR200。
在說明什麼地方不好之前……

↑這是XR300,
金輪的鋁合金WO輪圈在接合處的左右有兩個小孔。
這個正好在乳頭孔中間附近有接合處,
不過偏差的情況也很多。
(在充氣閥孔的對岸相位範圍內就是了)

這是我自己的のむラボ輪組1號3·3·7,
本來想要32H輪圈孔數加倍的64H

但充氣閥孔的位置沒辦法安裝乳頭,所以變成了63H。

充氣閥孔正對岸的輵條我塗成紅色。
輪圈接合處不太明顯,所以我塗了白色漆之後再擦掉。
能做成63H正是因為接合處偏斜了。

那個問題的XR200呢
接合處左右本應有的兩個小孔偏斜了。
這本身沒問題,
但接合處不在那兩個小孔之間。
偏偏就在乳頭孔的正上方。


這不行。會出事。
加工精度的高超令人欽佩,
但當然沒辦法作為輪組來組裝。